To meet the demands of consumers and regulators, pharmaceutical companies need to offer packaging that is both tamper-evident and accessible to the end user. Properly controlled, induction sealing using the correct lining material can achieve both aims.
Pharmaceutical packaging, especially for over the counter (OTC) products, must meet stringent and sometimes conflicting aims. On the one hand, manufacturers and regulators want robust, secure containers that protect the integrity of products and – crucially – provide clear visual evidence of tampering. On the other, consumers – especially those with limited strength or dexterity – want packaging that is easy to use.
A regulatory requirement for tamper-evident packaging was enacted by the US FDA in the aftermath of a 1983 incident in which seven people in the Chicago area died following the ingestion of Tylenol analgesic capsules that had been maliciously contaminated with cyanide. Those regulations require one or more barriers that provide a visual indication of packaging integrity, together with appropriate labelling to allow the end consumer to confirm prior to use that packaging has not been compromised. To reduce the chance of tamper-indicators being fraudulently reinstated after breach, they should carry an identifying characteristic like a distinctive pattern, logo or product name.
Following the lead of the FDA, other major regulators around the world have since incorporated requirements for tamper-evident packaging into their own regulatory regimes and good manufacturing practice guidelines. Beyond regulatory requirements and the need to prevent malicious tampering, manufacturers and retailers also value tamper-evident packaging as an aid to the prevention of theft and counterfeiting in the supply chain.
Manufacturers have the choice of several different strategies to include tamper-evident features on primary and secondary packaging. They include shrink wrap films, bands or wrappers; boxes with tamper-evident security seals and breakable caps.
A key challenge for many of these technologies, however, is that they can make access to products by their legitimate consumers more difficult. The removal of breakable closures and certain seal types, for example, can require considerable physical strength or dexterity that may be challenging for certain user groups, especially the elderly or those with limited mobility.
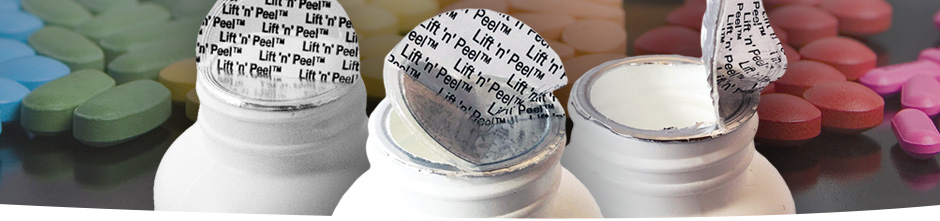
 One tamper-evident technology that overcomes many of these limitations for rigid containers is induction cap sealing. This approach uses a multi-layer laminated liner inside the container cap. Once the cap is installed, aluminum foil within the liner is heated by electromagnetic induction, causing a layer of heat seal material to bond securely to the rim of the container.
One tamper-evident technology that overcomes many of these limitations for rigid containers is induction cap sealing. This approach uses a multi-layer laminated liner inside the container cap. Once the cap is installed, aluminum foil within the liner is heated by electromagnetic induction, causing a layer of heat seal material to bond securely to the rim of the container.
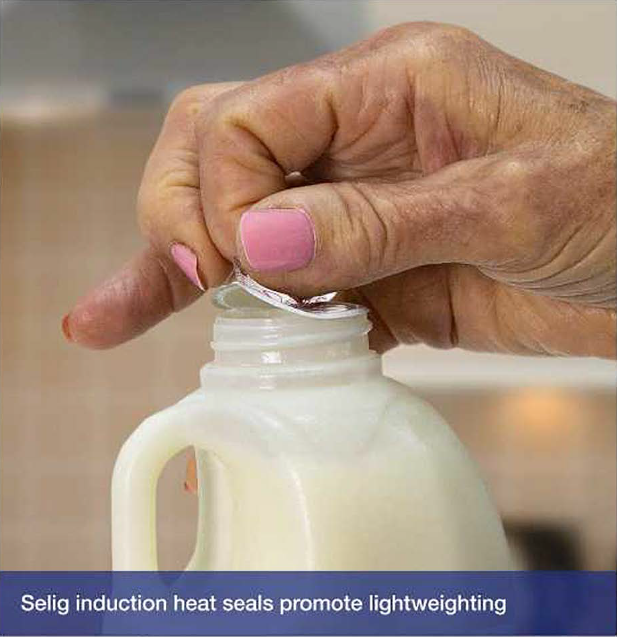
Induction cap sealing provides a robust, leak proof and tamper evident hermetic seal. Significantly, however, properly engineered induction seals are easy to open. The laminated liner can be constructed with grip tabs in various forms and proper control of the sealing process results in a secure bond with the container that nevertheless permits easy removal. To achieve full security and usability, however, care is required in the selection of the liner material and in the control of the capping and sealing process.
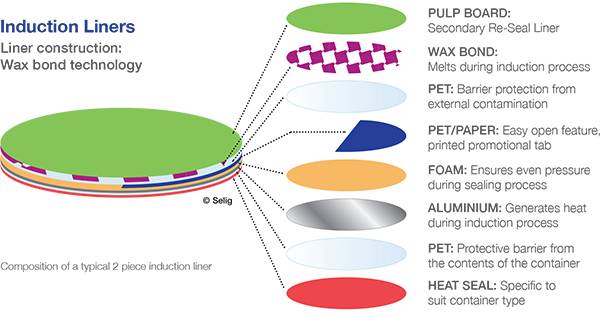
Induction liners are a highly engineered layered laminate structure, with each separate layer playing a critical role in the performance and usability of the seal. A liner will typically include a heat seal layer, chosen to match the material of the underlying container and a layer of aluminum foil to generate heat through electromagnetic induction.
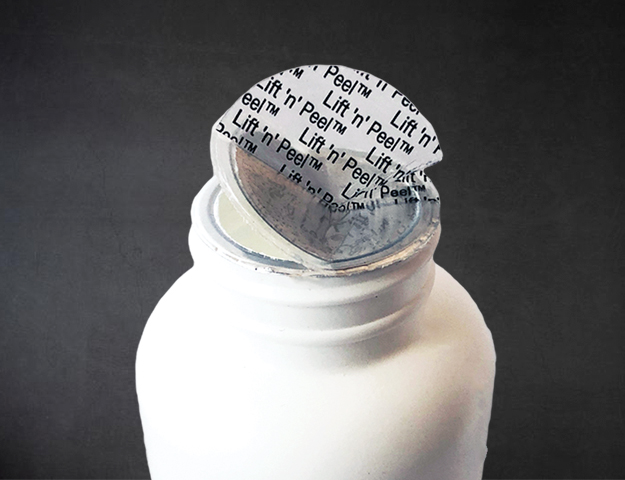
Liners are available in one piece or two piece designs. One piece liners are suitable for products that do not need to be resealed. Two piece liners include a secondary backing board structure that allows the container to be resealed after the removal of the original tamper-evident seal. Before installation, two piece liners are bonded together using a wax coating which disperses when the liner is heated. In pharmaceutical applications, the upper layers can be printed to provide a clear visual indication of tampering. A number of technologies are available to offer enhanced security and tamper-evidence. These include etched foils, holographic films, and color changing inks that react when the liner is disturbed.
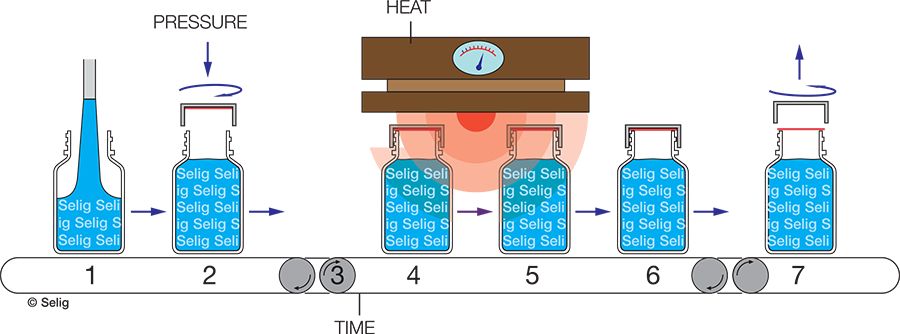
The process of developing a perfect seal depends upon several key operating factors. In particular, filling plants need to ensure that the seal is exposed to the correct pressure, the right level of heat and that there is sufficient time on the filling line to ensure the formation of a secure bond between the seal and the container.
The correct pressure is required to ensure the liner achieves an even seal around the full lip of the container. Pressure is determined by a number of factors, including the design of the threads on the closure and container and the torque settings on the capping equipment.
The design of the neck and threads of the container must be matched to the closure so that the closure will give even pressure to the land area and the skirt of the closure will not bottom out on the shoulder of the container. Defects in the land area of the container, such as high spots at seams low areas, can be the cause of uneven pressure on the liner. In production, it is important that the torque heads are checked at least once a shift to ensure that each closure receives its proper “on-torque”: It is possible to over-torque a closure and when this happens it could strip the threads, resulting in uneven pressure. It is also important that the closure is rigid enough so that it does not distort when torqued onto a container. The closure/container combination requires adequate thread engagement/rotation – 360 ̊ for a single start thread or 120 ̊ for a 3 start thread – to help ensure a uniform pressure is generated when fully tightened. The amount of heat applied to the liner depends on the size and characteristics of the induction element, the line speed and the air gap between the element and the closure. The induction seal liner needs sufficient dwell time under the coil to be heated to the correct temperature for the sealing surface to melt and bond to the land area of the container. Just as important is the time needed after sealing.
The initial heating may raise the temperature of the liner to 200ºC or more, but the induction seal liner starts bonding to the land area after it cools down to approximately 130°C. This is why time is needed after sealing to allow cool down. The right heat level, dwell time and cooling period for any individual application is highly dependent on the characteristics of the container and its contents. This is because the container acts as a heat sink, absorbing heat from the liner. Insufficient liner pressure or uneven pressure on the land area will result in poor seals. If the liner is not held evenly around the entire circumference of the container, the area that is not firmly in contact will overheat. Due to the overheating of the liner, the land area could suffer excessive meltdown, which in turn causes more uneven pressure.
Overhang of the liner or tabs that are folded down the side of the container, can also potentially cause problems. The induction field reacts differently to aluminum foil that is in a vertical position when passing under the induction head. In some cases, with the tabs folded down, the induction field is deflected so the liner in that area sees less heat.
The interactions between container, product, liner design, line speed and induction settings mean that finding the right set of operating conditions to guarantee a reliable tamper-evident seal requires careful trials with specialist suppliers under production conditions. Once manufacturers understand the characteristics of their process however, induction cap sealing delivers a fast, reliable and cost effective solution to the challenge of accessible tamper-evident pharmaceutical packaging.

































'%3e%3cg id='Final-Copy-2_2_' transform='translate(1275.000000, 200.000000)'%3e%3cpath class='st0' d='M7.4,12.8h6.8l3.1-11.6H7.4C4.2,1.2,1.6,3.8,1.6,7S4.2,12.8,7.4,12.8z'/%3e%3c/g%3e%3c/g%3e%3c/g%3e%3cg id='final---dec.11-2020'%3e%3cg id='_x30_208-our-toggle' transform='translate(-1275.000000, -200.000000)'%3e%3cg id='Final-Copy-2' transform='translate(1275.000000, 200.000000)'%3e%3cpath class='st1' d='M22.6,0H7.4c-3.9,0-7,3.1-7,7s3.1,7,7,7h15.2c3.9,0,7-3.1,7-7S26.4,0,22.6,0z M1.6,7c0-3.2,2.6-5.8,5.8-5.8 h9.9l-3.1,11.6H7.4C4.2,12.8,1.6,10.2,1.6,7z'/%3e%3cpath id='x' class='st2' d='M24.6,4c0.2,0.2,0.2,0.6,0,0.8l0,0L22.5,7l2.2,2.2c0.2,0.2,0.2,0.6,0,0.8c-0.2,0.2-0.6,0.2-0.8,0 l0,0l-2.2-2.2L19.5,10c-0.2,0.2-0.6,0.2-0.8,0c-0.2-0.2-0.2-0.6,0-0.8l0,0L20.8,7l-2.2-2.2c-0.2-0.2-0.2-0.6,0-0.8 c0.2-0.2,0.6-0.2,0.8,0l0,0l2.2,2.2L23.8,4C24,3.8,24.4,3.8,24.6,4z'/%3e%3cpath id='y' class='st3' d='M12.7,4.1c0.2,0.2,0.3,0.6,0.1,0.8l0,0L8.6,9.8C8.5,9.9,8.4,10,8.3,10c-0.2,0.1-0.5,0.1-0.7-0.1l0,0 L5.4,7.7c-0.2-0.2-0.2-0.6,0-0.8c0.2-0.2,0.6-0.2,0.8,0l0,0L8,8.6l3.8-4.5C12,3.9,12.4,3.9,12.7,4.1z'/%3e%3c/g%3e%3c/g%3e%3c/g%3e%3c/g%3e%3c/svg%3e) Your Privacy Choices
Your Privacy Choices