Globally the induction sealing machine market was worth USD 113.2 million back in 2021 and is expected to reach USD 169.67 million by 20311. The reason for the technology’s continued market growth is the range of benefits it delivers. However, to determine the most suitable induction heat sealing liner to choose for any packaging application, the container’s material, its product type and production volume all have a part to play. Also, an often overlooked factor is where in the world the product is being packaged, and its journey down the process packaging supply chain. As more and more is understood about the challenges that influence sealing success, how can producers ensure the best seal for each and every product?
Why use induction heat sealing?
Before jumping into the specifics of induction heat sealing, let’s take a moment to recap why it is such a popular sealing method across the globe:
Leak prevention
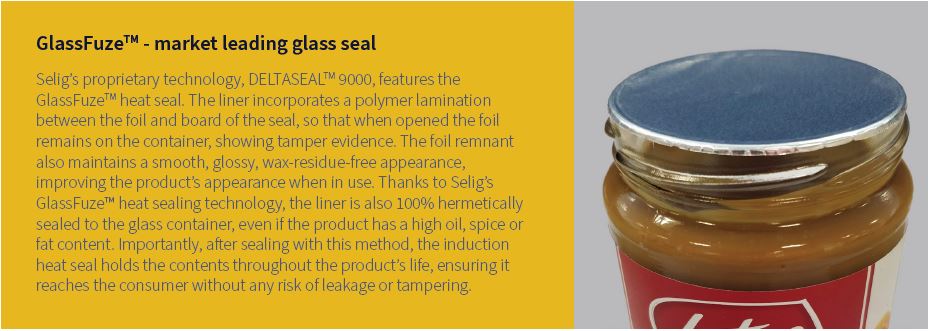
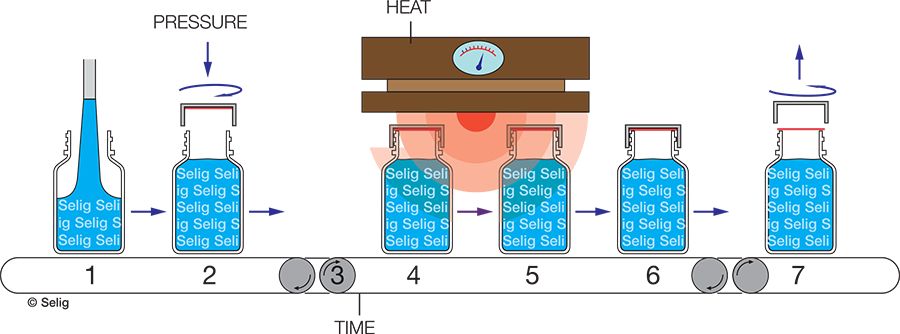
When the electromagnetic field heats the aluminium foil in the liner it activates the seal layer on the liner, and the activated seal bonds the foil to the container, creating a hermetic seal. To achieve a hermetic seal to glass containers a special type of heat seal layer is required (see GlassFuze™ boxout).
Shelf-life extension
The creation of a hermetic seal means moisture, air and other contaminants are prevented from entering the container, extending the product’s shelf-life.
Tamper evidence
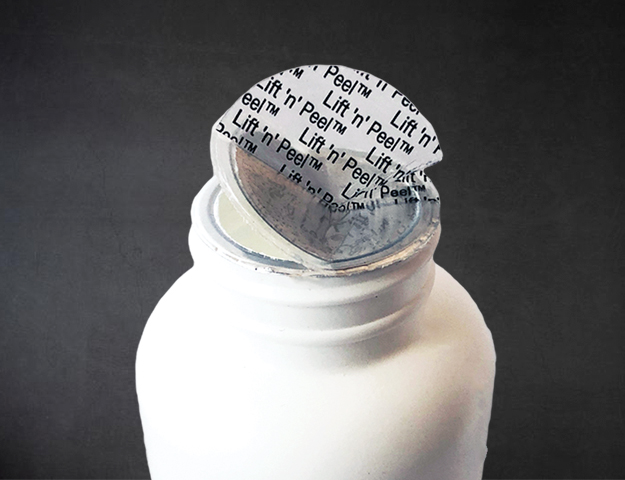
Although there are clean peel liner options available, the process of sealing the foil to the container traditionally means that a tamper-evident seal is created. This is of key importance in applications such as food, beverages and pharmaceutical.
Brand boosting
The liners can be branded, allowing for increased opportunities for a brand to communicate their messaging to the consumer. Security printed liners can also be used if additional anti-counterfitting measures are needed.
Contamination risks minimised
As induction heat sealing involves no direct contact between the sealing equipment and the product, contamination risks are minimised.
Production line speeds
Easily integrated into automated packaging lines, induction sealing equipment can promote fast, efficient production processes.
Energy efficient process
Induction heat sealing seals the material in a targeted way, with no need for pre-heating, therefore overall energy consumption is kept to a minimum, unlike traditional conduction sealing.
Product consistency
Induction heat sealing delivers reliable and consistent seal quality. And as long as the right liner and container combination is chosen to meet the product’s process production and geographical demands, the seal will not be affected by ambient temperature or other environmental conditions.
Peelability and other pain points
When it comes to induction heat sealing problems that producers approach Selig to help them solve, the most frequent are:
Peel/bond strength
Peelability and bond strength problems are top of the list for producers who come to Selig looking for solutions. Power, time, heat and choice of liner needs to be carefully managed to stop premature delamination of the foil from the backing before sealing, or the backing pulling out from the cap, onto the top of the foil and getting stuck on the container. Also, in the context of sealing liners to glass jars, the resin technology needs to be fine-tuned depending on the contents being sealed and the humidity, heat or altitude the process is being carried out in.
Liner consistency
The cut and flatness of the liner is vital for a consistent seal. Either purchased as pre-cuts or as tape, it is important that the liner manufacturer is able to deliver a clean cut liner that has no damage between the foil and the backing at the cut edge. Bad cutting can cause contamination on the foil surface. Liners can also be cut in such a way as they are prone to curling once cut, increasing the potential for machine jams, causing a loss in production efficiency.
Hot climate processing
Taking coffee as an example, it is likely to be manufactured, sealed and distributed from hotter countries. However maintaining the stability of product as it moves through hot climates, particularly as heat, humidity and altitude pressure variations can stress seals. A heat seal that can perform in these challenging conditions, such as Selig’s GlassFuze™ is needed to ensure the integrity of the finished product is maintained from production site to end customer.
Successful sealing every time
The polymer bond strength between a liner’s foil and backing – and in the case of glass containers the adhesive technology it is used with – all matters to ensure there are no peel or bond issues, as does the liner producer’s manufacturing processes. Here is how Selig overcomes such issues to deliver consistent sealing around the world.
Simplified supply chain
Selig has full control over the production of its liners and can go from print and lacquer to lamination within the same facility and sequence of manufacturing. For foam backed liners, the foam is produced in Selig’s Centre of Excellence in France. It is then shipped to the UK manufacturing facility where the foam is polymer bonded and the foil added. Thanks to investment in machinery and process control, all punched disks and tape are completed in-house and to the highest quality control standards.
Bond strength
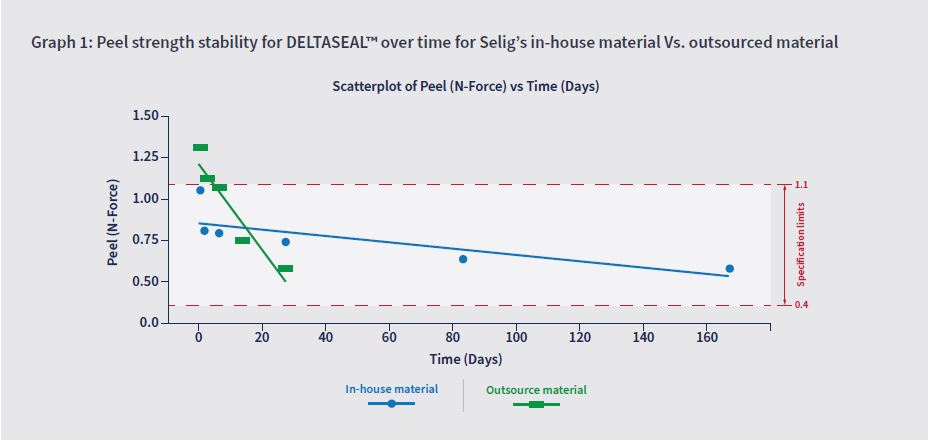
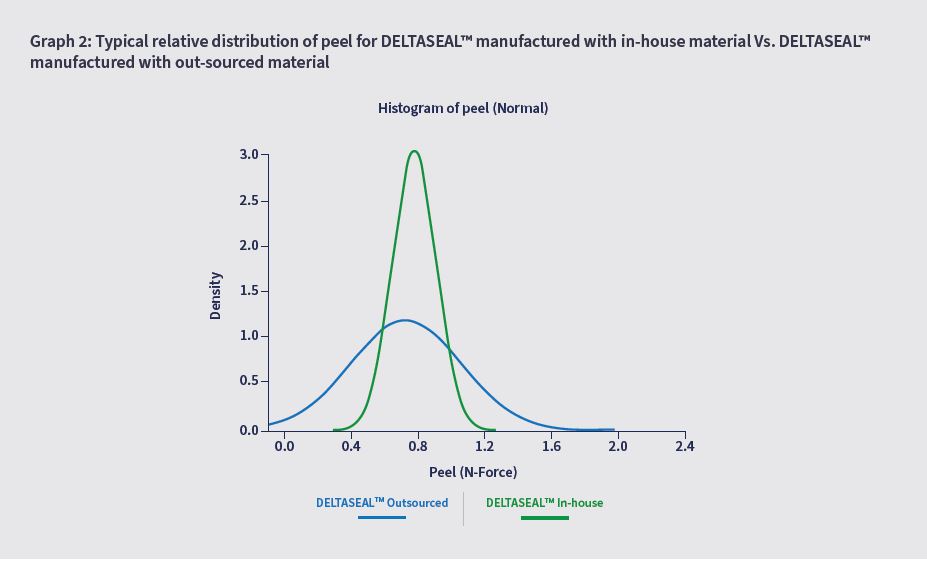
Selig’s DELTASEAL™ is a two-piece induction applied liner with a polymer bonded reseal liner. Available in board or foam options, the foam products can be created in thicknesses ranging from 1 mm to 4 mm. It has negligible retained solvent, compared to competitors’ membranes, as Selig uses water-based printing inks. Also, testing has shown greater peelable bond strength stability over the course of time, compared to liners made from other liner manufactures that use outsourced materials.
Consistent peelability
Selig is able to deliver a peel range that fits standard specifications where possible, to ensure good performance and consistency. For example, Selig’s DELTASEAL™ liner has greater consistency in its peelability over time when Selig’s in-house foil is used, compared to outsourced foil.
Heat, humidity and altitude
It is particularly challenging to seal glass containers and deliver high performance in hot or humid conditions. Selig’s GlassFuze™ heat seal technology can be used with the liners such as DELTASEAL™ to create a hermetic seal, even when the product contains oils, spices or fats. GlassFuze™ also performs well during altitude pressure changes, making it the ideal solution for glass products that are transported across the globe.
Embracing environmental and design requirements
Keeping pace with the environmental agenda and customer demands can have producers playing catch up when it comes to their packaging. Liners are at present not required to be part of any recyclability schemes. However, for those wanting to facilitate closed loop and clean recycling streams, there are options available. Also for producers wanting to push the boundaries of container design, highly effective sealing can be achieved.
Clean recycling streams
Liners have a part to play in achieving a clean recycling stream. From an environmental point of view, the foam backing can be matched to the closure material (for example PE to PE or PP to PP), to allow for the recycling of the final package.
Recycling foil
Also, if the foil sealing any glass containers meets the deadfold test for aluminium (where it creates a crease when folded in half), then it too can be considered to be aluminium and put in the relevant recycling container once removed from the glass jar.
Design flexibility
Foam liners lend themselves to square as well as round cap designs, as the cap orientates to the jar and the seating lugs in it, rather than being screwed on, as with cylindrical containers. With a square cap the liner and cap have to marry exactly and thanks to Selig’s exacting process control, great success has been achieved in delivering high quality square liner solutions for producers from a range of applications.
Induction sealing has a crucial part to play in product shelf-life and integrity. However, to ensure success for each application, no matter where in the world the technology is being used, the factors influencing sealing success need to be understood and factored in. Working with an experienced induction heat sealing supplier can help producers overcome any induction heat sealing pain points and boost a brand’s reputation.
Why not visit www.seliggroup.com to find out how DELTASEAL™ can help remove your induction heat sealing pain points?
Hot fill technology has been standard practice across many forms of liquid and semi-liquid food products since the 1980’s. This is largely due to the improved product quality, shelf-life extension ...
During the global pandemic, the wine industry proved its versatility in finding flexible solutions. However, with change now the only constant in the wine industry, how are producers continuing to ...
Selig collaborates with customers to provide them with new solutions for recyclable flexible packaging, with a clear emphasis on reducing plastic packaging waste. Currently, businesses throughout Europe are trialing the ...
Selig Group, owned by CC Industries (“CCI”), announced today that it has acquired Manufacture Générale de Joints (“MGJ”). Founded in 1947 and headquartered near Lyon, France, MGJ is a leading ...
The UK Government published its policy paper on the introduction of the Plastic Packaging Tax in November. The tax aims to provide economic incentive to businesses to use recycled materials ...
With packaging playing a key role in customer satisfaction and purchasing decisions, what can manufacturers learn from consumer purchasing behaviour and how has packaging evolved to cope with the many ...
With increased demand for convenience, fragmentation of the supply chain and increased calls for sustainability, e-commerce packaging materials are having to meet higher performance criteria. Here Darren Dodd, Sales and ...
A new series of independent tests performed to confirm the best material to seal glass jars has put Selig’s GlassFuze™ on top. The research was commissioned by a peanut butter ...
Selig Group is pleased to announce the acquisition of Performance Systematix (PSI). PSI is the leading supplier of container and packaging venting solutions globally.
Owen Smith, Director - Regulatory Affairs, Selig Group, discusses the change to eCTD, the benefits it will bring and Selig’s preparation for the FDA's May 5th deadline.
John Brown of Selig Group and expert panelists from Enercon Industries, Phoenix Closures, and BellatRx Inc. outline best practices used to achieve a successful seal.
Featuring Jay Kelley of Selig Group and other panelists from Enercon Industries, experts cover best practices used to achieve a successful seal. Learn how to select the best induction seal ...
BJ Radek of Selig Group and other expert panelists from Enercon Industries cover the shipping regulations for liquid products through popular distribution channels.
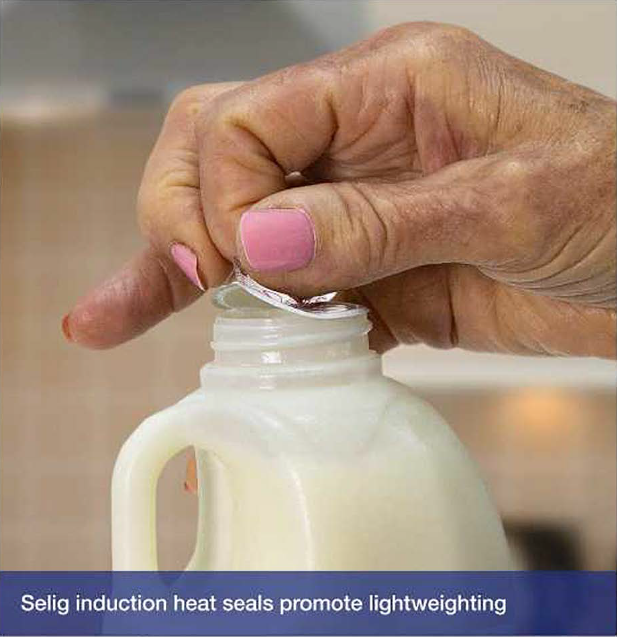
Companies are under increasing pressure to reduce the amount of plastics used, leading many to work towards ‘lightweighting’ their packaging designs. Selig highlights the results achievable when lightweighting is coupled ...
Demand for herbs and spices in glass packaging may be good for the planet, but it leads to challenges – particularly when it comes to sealing. Selig outlines a solution.
With the rise in popularity of vitamins, over-the-counter (OTC) drugs, pharmaceuticals and nutraceuticals owing to the increased focus on health and well-being, the demand for appropriate packaging has also risen.
In the UK, 95% of milk packaging is sealed using an induction seal. This addition has enabled plastic reduction by 25%. At best, only 10% of US milk is sealed ...
Food waste has been in the headlines for a long time and with current supply chain challenges, making the most of resources is more in focus than normal. Selig’s Darren ...
To meet the demands of consumers and regulators, pharmaceutical companies need to offer packaging that is both tamper-evident and accessible to the end user.
Medical, technological and packaging industries are working together to deliver diagnostic tests to help stop the spread of coronavirus. Selig is proud to announce its involvement with a new, 5 ...
The pressure to reduce plastic packaging is growing as manufacturers make changes to avert the potential disaster of more plastics than fish in the ocean by 2050.
Packaging must be robust, tamper-proof and leak-free, but, as the global population continues to age, it must also be easy to open. This can be a tricky balance to strike, ...
An ageing global population is here to stay and the packaging sector must ensure its products constantly evolve to accommodate the needs of the elderly and remain relevant.
The beauty and cosmetics industry is constantly flourishing. It is no surprise that cosmetics manufacturers are investing in developing new products to meet this demand.
The benefits of leakproof and tamper-proof packaging should not be denied to consumers with limited grip strength. Selig sales director Peter Tindale explains how the right sealing design and technology ...
With more older people being affected by arthritis, designers must develop new ways to ensure packaging is easily accessible to users, while maintaining pack security. Selig explores how to achieve ...
Induction sealing is a low-cost approach that can deliver secure, hermetic and easy opening seals that are ideally suited to pharmaceutical and nutraceutical products for this growing market.
The continued growth of Europe’s spice and herb market has been accompanied by a parallel increase in demand for glass packaging. Selig discusses this market™s special sealing challenges and presents ...
Selig has been awarded an Alufoil Trophy in recognition of its GlassFuze technology, which the firm believes is the first induction heat seal to provide a complete hermetic seal to ...
Consumer appetite for milk looks set to remain steady in Europe over the coming years, but reliable and secure containers will have to play a critical role for the dairy ...
Glass containers give products an impression of higher quality, but sealing them can be challenging. Darren Dodd presents a proven answer for the food sector.
The industry faces the challenge of creating packaging that is secure and tamper-proof, but also easy to open for elderly consumers and those who suffer from dexterity or mobility impairments.
Selig’s Deltaseal 9000 opens up new possibilities for glass container sealing, easily maintaining the product integrity of high oil or fat content foods.
Selig announces an advanced three-ply LDPE foam lining material for food and beverage, pharmaceutical, cosmetic, and other industries that supply their goods in rigid containers.
Selig has unveiled an advanced three-ply LDPE foam lining material which offers a range of benefits to many industries that supply their goods in rigid containers.
While leak prevention is often the primary driver behind induction sealing for automotive products, the technology has now moved on to offer other significant benefits for suppliers and retailers.
Demand from consumers and retailers for confidence in both the freshness and the integrity of food and drink products is stronger than ever. Induction heat sealing meets those needs.
Peter Tindale, European Sales Director at Selig describes the lining materials and how the process variables of pressure, heat and time are critical to the success of induction heat sealing.
Selig has developed a concept liner Lift ‘n’ Peel TamperSeal for medicine packaging with features similar to those of its highly successful Lift ‘n’ Peel induction liner, which is widely ...
Safety, leak prevention, and maintaining freshness were ranked as the most important packaging features in a recent consumer study. Lift ‘n Peel™ was found to be the most preferred sealing ...
One proven tamper-evident technology for rigid containers is induction cap sealing. This approach uses a multi-layer laminated liner inside the container cap.
Selig is to redesign the graphics on its Lift ‘n’ Peel™ easy-to-open container liner after focus group surveys revealed need for clearer opening instructions.
Selig’s Darren Dodd explains how induction heat sealing using the most appropriate lining material can maintain product freshness, extend shelf life and provide visible tamper evidence.
Selig has launched a newly developed range of two-piece wax laminated induction liners that offers unparalleled packaging protection in almost all environments.

































































'%3e%3cg id='Final-Copy-2_2_' transform='translate(1275.000000, 200.000000)'%3e%3cpath class='st0' d='M7.4,12.8h6.8l3.1-11.6H7.4C4.2,1.2,1.6,3.8,1.6,7S4.2,12.8,7.4,12.8z'/%3e%3c/g%3e%3c/g%3e%3c/g%3e%3cg id='final---dec.11-2020'%3e%3cg id='_x30_208-our-toggle' transform='translate(-1275.000000, -200.000000)'%3e%3cg id='Final-Copy-2' transform='translate(1275.000000, 200.000000)'%3e%3cpath class='st1' d='M22.6,0H7.4c-3.9,0-7,3.1-7,7s3.1,7,7,7h15.2c3.9,0,7-3.1,7-7S26.4,0,22.6,0z M1.6,7c0-3.2,2.6-5.8,5.8-5.8 h9.9l-3.1,11.6H7.4C4.2,12.8,1.6,10.2,1.6,7z'/%3e%3cpath id='x' class='st2' d='M24.6,4c0.2,0.2,0.2,0.6,0,0.8l0,0L22.5,7l2.2,2.2c0.2,0.2,0.2,0.6,0,0.8c-0.2,0.2-0.6,0.2-0.8,0 l0,0l-2.2-2.2L19.5,10c-0.2,0.2-0.6,0.2-0.8,0c-0.2-0.2-0.2-0.6,0-0.8l0,0L20.8,7l-2.2-2.2c-0.2-0.2-0.2-0.6,0-0.8 c0.2-0.2,0.6-0.2,0.8,0l0,0l2.2,2.2L23.8,4C24,3.8,24.4,3.8,24.6,4z'/%3e%3cpath id='y' class='st3' d='M12.7,4.1c0.2,0.2,0.3,0.6,0.1,0.8l0,0L8.6,9.8C8.5,9.9,8.4,10,8.3,10c-0.2,0.1-0.5,0.1-0.7-0.1l0,0 L5.4,7.7c-0.2-0.2-0.2-0.6,0-0.8c0.2-0.2,0.6-0.2,0.8,0l0,0L8,8.6l3.8-4.5C12,3.9,12.4,3.9,12.7,4.1z'/%3e%3c/g%3e%3c/g%3e%3c/g%3e%3c/g%3e%3c/svg%3e) Your Privacy Choices
Your Privacy Choices