Découvrez le processus, les matériaux et les équipements utilisés pour le thermoscellage par induction.
PHT™ Manuel
Les fabricants de fermetures et de produits de consommation conditionnés trouveront dans ce manuel informatif les dernières données de pointe sur le thermoscellage par induction. On y trouvera également des informations sur les types et les utilisations des opercules soudés par induction, sur la manière de régler correctement une fenêtre de fonctionnement, ainsi que des exemples de dépannage pour éliminer les opercules faibles ou brûlés. Vous y trouverez des conseils pour adapter la fermeture au profil du col du récipient afin d’obtenir une pression uniforme, ainsi que des recommandations de conception relatives à la géométrie du revêtement. Apprenez les règles à suivre pour installer une ligne à induction.
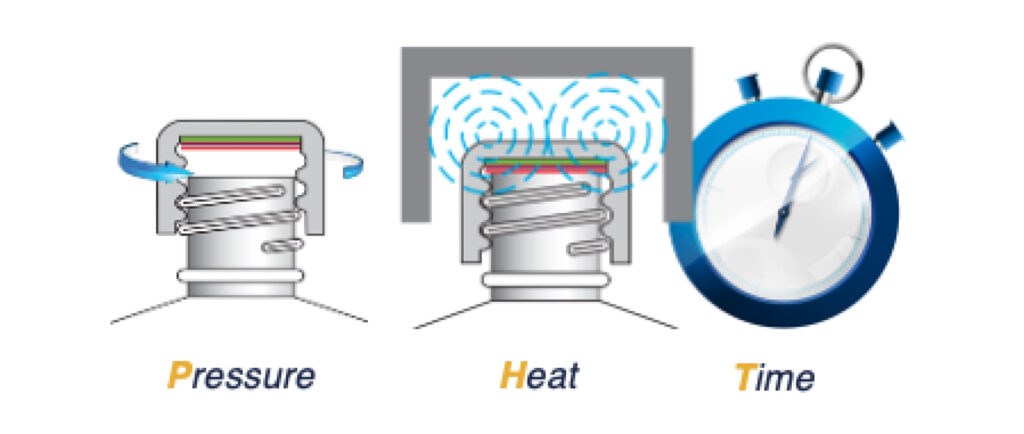
Il est important de comprendre le processus d’induction pour choisir un joint à induction. La pression, la chaleur et le temps sont les variables de ce processus. La pression est celle qui se trouve entre le revêtement et la surface du récipient contrôlée par l’équipement de capsulage. La chaleur est ce qui permet d’assouplir et de faire fondre la surface thermoscellée du revêtement et est contrôlée en grande partie par le réglage de la puissance de l’équipement de chauffage par induction. Quant à la composante temporelle, elle fait référence au temps pendant lequel la feuille est exposée au processus de chauffage par induction et est contrôlée par la vitesse du convoyeur qui expose les emballages à l’énergie d’induction. Notre manuel PHT™ est disponible pour les clients enregistrés sur notre site web. Vous y trouverez des détails sur le processus, la configuration des paramètres idéaux et le dépannage.
Pressure
The design of the neck and threads of the container must be matched to the closure so that the closure will give even pressure to the land area and the skirt of the closure will not bottom out on the shoulder of the container. Il s’agit de la dimension « H » du récipient et de la fermeture. Lorsque la zone d’appui du récipient présente des défauts, tels qu’un décalage du plan de joint ou une selle, cela crée une surface d’appui inégale et entraîne une pression inégale.
La chaleur
La distance entre la tête de scellage par induction et la feuille du revêtement est très importante. Nous recommandons un espace de 3 mm ou 1/8″ entre la feuille d’induction et la bobine. Il est également important que la tête de thermoscellage par induction et le convoyeur soient parallèles l’un à l’autre, tout comme il est important d’avoir le bon profil de la bobine d’induction pour cette tâche, c’est-à-dire une bobine plate ou en tunnel. Il existe plusieurs tailles et styles de bobines d’induction pour s’adapter aux différents modèles et tailles d’emballage.
Temps
Il faut du temps lorsque la fermeture passe sous la bobine d’induction. Il faut du temps lorsque la fermeture passe sous la bobine d’induction. Il faut suffisamment de temps pour que le revêtement de scellage par induction sous la bobine soit chauffé à la bonne température afin que la surface de scellage fonde et adhère à la surface du récipient. Il faut laisser refroidir le récipient pendant au moins une minute après la fermeture, pendant laquelle il ne faut pas le heurter, le cogner, le manipuler brutalement ou l’ouvrir.





'%3e%3cg id='Final-Copy-2_2_' transform='translate(1275.000000, 200.000000)'%3e%3cpath class='st0' d='M7.4,12.8h6.8l3.1-11.6H7.4C4.2,1.2,1.6,3.8,1.6,7S4.2,12.8,7.4,12.8z'/%3e%3c/g%3e%3c/g%3e%3c/g%3e%3cg id='final---dec.11-2020'%3e%3cg id='_x30_208-our-toggle' transform='translate(-1275.000000, -200.000000)'%3e%3cg id='Final-Copy-2' transform='translate(1275.000000, 200.000000)'%3e%3cpath class='st1' d='M22.6,0H7.4c-3.9,0-7,3.1-7,7s3.1,7,7,7h15.2c3.9,0,7-3.1,7-7S26.4,0,22.6,0z M1.6,7c0-3.2,2.6-5.8,5.8-5.8 h9.9l-3.1,11.6H7.4C4.2,12.8,1.6,10.2,1.6,7z'/%3e%3cpath id='x' class='st2' d='M24.6,4c0.2,0.2,0.2,0.6,0,0.8l0,0L22.5,7l2.2,2.2c0.2,0.2,0.2,0.6,0,0.8c-0.2,0.2-0.6,0.2-0.8,0 l0,0l-2.2-2.2L19.5,10c-0.2,0.2-0.6,0.2-0.8,0c-0.2-0.2-0.2-0.6,0-0.8l0,0L20.8,7l-2.2-2.2c-0.2-0.2-0.2-0.6,0-0.8 c0.2-0.2,0.6-0.2,0.8,0l0,0l2.2,2.2L23.8,4C24,3.8,24.4,3.8,24.6,4z'/%3e%3cpath id='y' class='st3' d='M12.7,4.1c0.2,0.2,0.3,0.6,0.1,0.8l0,0L8.6,9.8C8.5,9.9,8.4,10,8.3,10c-0.2,0.1-0.5,0.1-0.7-0.1l0,0 L5.4,7.7c-0.2-0.2-0.2-0.6,0-0.8c0.2-0.2,0.6-0.2,0.8,0l0,0L8,8.6l3.8-4.5C12,3.9,12.4,3.9,12.7,4.1z'/%3e%3c/g%3e%3c/g%3e%3c/g%3e%3c/g%3e%3c/svg%3e) Your Privacy Choices
Your Privacy Choices