Globally the induction sealing machine market was worth USD 113.2 million back in 2021 and is expected to reach USD 169.67 million by 20311. The reason for the technology’s continued market growth is the range of benefits it delivers. However, to determine the most suitable induction heat sealing liner to choose for any packaging application, the container’s material, its product type and production volume all have a part to play. Also, an often overlooked factor is where in the world the product is being packaged, and its journey down the process packaging supply chain. As more and more is understood about the challenges that influence sealing success, how can producers ensure the best seal for each and every product?
Why use induction heat sealing?
Before jumping into the specifics of induction heat sealing, let’s take a moment to recap why it is such a popular sealing method across the globe:
Leak prevention
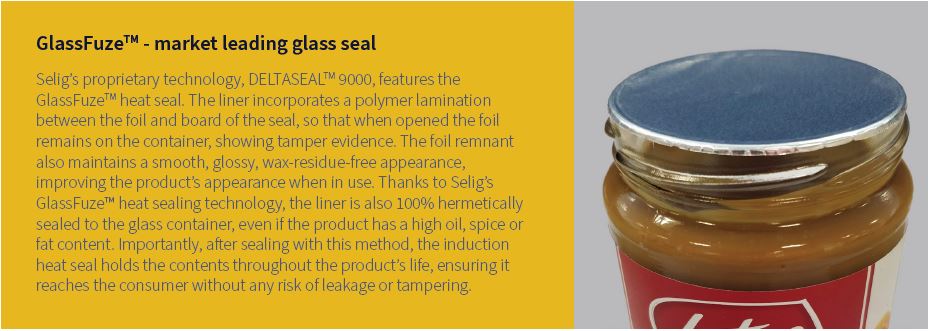
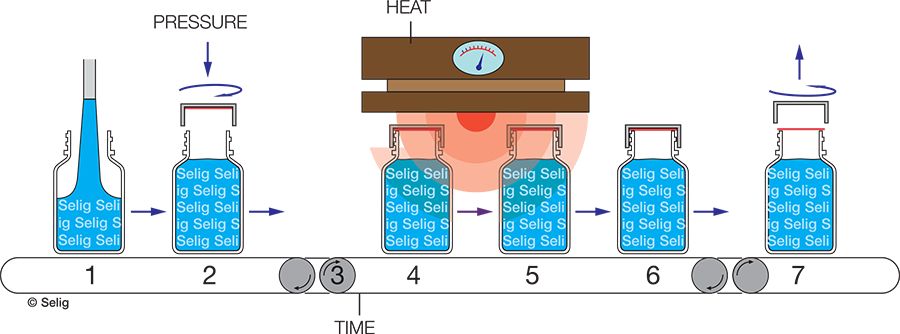
When the electromagnetic field heats the aluminium foil in the liner it activates the seal layer on the liner, and the activated seal bonds the foil to the container, creating a hermetic seal. To achieve a hermetic seal to glass containers a special type of heat seal layer is required (see GlassFuze™ boxout).
Shelf-life extension
The creation of a hermetic seal means moisture, air and other contaminants are prevented from entering the container, extending the product’s shelf-life.
Tamper evidence
Although there are clean peel liner options available, the process of sealing the foil to the container traditionally means that a tamper-evident seal is created. This is of key importance in applications such as food, beverages and pharmaceutical.
Brand boosting
The liners can be branded, allowing for increased opportunities for a brand to communicate their messaging to the consumer. Security printed liners can also be used if additional anti-counterfitting measures are needed.
Contamination risks minimised
As induction heat sealing involves no direct contact between the sealing equipment and the product, contamination risks are minimised.
Production line speeds
Easily integrated into automated packaging lines, induction sealing equipment can promote fast, efficient production processes.
Energy efficient process
Induction heat sealing seals the material in a targeted way, with no need for pre-heating, therefore overall energy consumption is kept to a minimum, unlike traditional conduction sealing.
Product consistency
Induction heat sealing delivers reliable and consistent seal quality. And as long as the right liner and container combination is chosen to meet the product’s process production and geographical demands, the seal will not be affected by ambient temperature or other environmental conditions.
Peelability and other pain points
When it comes to induction heat sealing problems that producers approach Selig to help them solve, the most frequent are:
Peel/bond strength
Peelability and bond strength problems are top of the list for producers who come to Selig looking for solutions. Power, time, heat and choice of liner needs to be carefully managed to stop premature delamination of the foil from the backing before sealing, or the backing pulling out from the cap, onto the top of the foil and getting stuck on the container. Also, in the context of sealing liners to glass jars, the resin technology needs to be fine-tuned depending on the contents being sealed and the humidity, heat or altitude the process is being carried out in.
Liner consistency
The cut and flatness of the liner is vital for a consistent seal. Either purchased as pre-cuts or as tape, it is important that the liner manufacturer is able to deliver a clean cut liner that has no damage between the foil and the backing at the cut edge. Bad cutting can cause contamination on the foil surface. Liners can also be cut in such a way as they are prone to curling once cut, increasing the potential for machine jams, causing a loss in production efficiency.
Hot climate processing
Taking coffee as an example, it is likely to be manufactured, sealed and distributed from hotter countries. However maintaining the stability of product as it moves through hot climates, particularly as heat, humidity and altitude pressure variations can stress seals. A heat seal that can perform in these challenging conditions, such as Selig’s GlassFuze™ is needed to ensure the integrity of the finished product is maintained from production site to end customer.
Successful sealing every time
The polymer bond strength between a liner’s foil and backing – and in the case of glass containers the adhesive technology it is used with – all matters to ensure there are no peel or bond issues, as does the liner producer’s manufacturing processes. Here is how Selig overcomes such issues to deliver consistent sealing around the world.
Simplified supply chain
Selig has full control over the production of its liners and can go from print and lacquer to lamination within the same facility and sequence of manufacturing. For foam backed liners, the foam is produced in Selig’s Centre of Excellence in France. It is then shipped to the UK manufacturing facility where the foam is polymer bonded and the foil added. Thanks to investment in machinery and process control, all punched disks and tape are completed in-house and to the highest quality control standards.
Bond strength
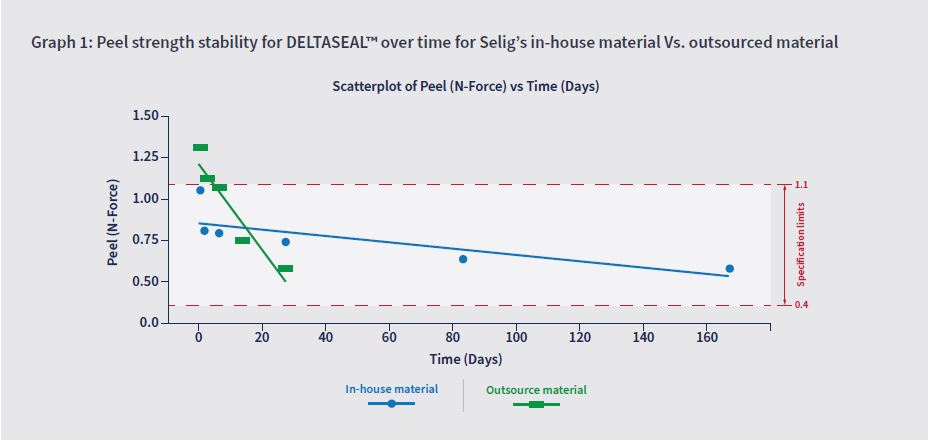
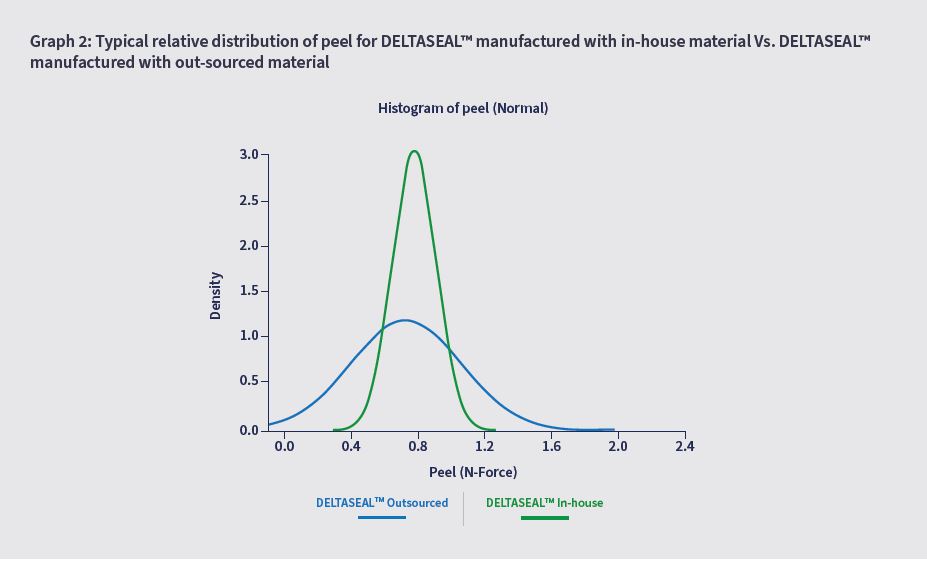
Selig’s DELTASEAL™ is a two-piece induction applied liner with a polymer bonded reseal liner. Available in board or foam options, the foam products can be created in thicknesses ranging from 1 mm to 4 mm. It has negligible retained solvent, compared to competitors’ membranes, as Selig uses water-based printing inks. Also, testing has shown greater peelable bond strength stability over the course of time, compared to liners made from other liner manufactures that use outsourced materials.
Consistent peelability
Selig is able to deliver a peel range that fits standard specifications where possible, to ensure good performance and consistency. For example, Selig’s DELTASEAL™ liner has greater consistency in its peelability over time when Selig’s in-house foil is used, compared to outsourced foil.
Heat, humidity and altitude
It is particularly challenging to seal glass containers and deliver high performance in hot or humid conditions. Selig’s GlassFuze™ heat seal technology can be used with the liners such as DELTASEAL™ to create a hermetic seal, even when the product contains oils, spices or fats. GlassFuze™ also performs well during altitude pressure changes, making it the ideal solution for glass products that are transported across the globe.
Embracing environmental and design requirements
Keeping pace with the environmental agenda and customer demands can have producers playing catch up when it comes to their packaging. Liners are at present not required to be part of any recyclability schemes. However, for those wanting to facilitate closed loop and clean recycling streams, there are options available. Also for producers wanting to push the boundaries of container design, highly effective sealing can be achieved.
Clean recycling streams
Liners have a part to play in achieving a clean recycling stream. From an environmental point of view, the foam backing can be matched to the closure material (for example PE to PE or PP to PP), to allow for the recycling of the final package.
Recycling foil
Also, if the foil sealing any glass containers meets the deadfold test for aluminium (where it creates a crease when folded in half), then it too can be considered to be aluminium and put in the relevant recycling container once removed from the glass jar.
Design flexibility
Foam liners lend themselves to square as well as round cap designs, as the cap orientates to the jar and the seating lugs in it, rather than being screwed on, as with cylindrical containers. With a square cap the liner and cap have to marry exactly and thanks to Selig’s exacting process control, great success has been achieved in delivering high quality square liner solutions for producers from a range of applications.
Induction sealing has a crucial part to play in product shelf-life and integrity. However, to ensure success for each application, no matter where in the world the technology is being used, the factors influencing sealing success need to be understood and factored in. Working with an experienced induction heat sealing supplier can help producers overcome any induction heat sealing pain points and boost a brand’s reputation.
Why not visit www.seliggroup.com to find out how DELTASEAL™ can help remove your induction heat sealing pain points?
Hot fill technology has been standard practice across many forms of liquid and semi-liquid food products since the 1980’s. This is largely due to the improved product quality, shelf-life extension ...
Während der globalen Pandemie hat die Weinindustrie ihre Vielseitigkeit bei der Suche nach flexiblen Lösungen unter Beweis gestellt. Da der Wandel mittlerweile die einzige Konstante in der Weinbranche ist, stellt ...
Die Selig Group gibt mit Freude bekannt, dass Adam Sheridan zum 1. Juni die Rolle des Präsidenten der Selig Group übernehmen wird. „Ich freue mich sehr, das Selig-Team zu leiten ...
Lesen Sie den Artikel über die belüfteten Linersysteme Circumvent™ und Airfoil™ der Selig Group aus der Februarausgabe 2022 des Magazins Happi Packaging.
Selig arbeitet mit seinen Kunden zusammen, um neue Lösungen für wiederverwertbare flexible Verpackungen anzubieten, wobei der Fokus klar auf der Reduzierung von Kunststoffverpackungsabfällen liegt. Derzeit testen Unternehmen in ganz Europa ...
Die Selig Group, die sich im Besitz von CC Industries („CCI“) befindet, hat heute die Übernahme von Manufacture Générale de Joints („MGJ“) bekannt gegeben. Das 1947 gegründete Unternehmen MGJ mit ...
Im November veröffentlichte die britische Regierung ein Strategiepapier zur Einführung einer Steuer auf Kunststoffverpackungen. Die Steuer zielt darauf ab, einen wirtschaftlichen Anreiz für Unternehmen zu schaffen, bei der Herstellung ihrer ...
Matthew O'Donnell und John Brown von der Selig Group geben einen Einblick in den aktuellen Stand der Recyclingindustrie und die Zukunft der nachhaltigen Verpackung.
Mit der steigenden Nachfrage nach bequemen Lösungen, der Fragmentierung der Lieferkette und der zunehmenden Forderung nach Nachhaltigkeit müssen Verpackungsmaterialien für den E-Commerce höhere Leistungskriterien erfüllen. Hier erläutert Darren Dodd, Vertriebs- ...
In einer neuen Reihe unabhängiger Tests, die durchgeführt wurden, um das beste Material für die Versiegelung von Gläsern zu ermitteln, belegte Seligs GlassFuze™ den ersten Platz. Die Untersuchung wurde von ...
Die Selig Group ist erfreut, die Übernahme von Performance Systematix (PSI) bekannt zu geben. PSI ist der weltweit führende Anbieter von Belüftungslösungen für Behälter und Verpackungen.
Owen Smith, Director - Regulatory Affairs, Selig Group, erörtert die Umstellung auf eCTD, die damit verbundenen Vorteile und die Vorbereitungen von Selig auf die von der FDA gesetzte Frist am ...
John Brown von der Selig Group und die Experten von Enercon Industries, Phoenix Closures und BellatRx Inc. beschreiben die besten Methoden für eine erfolgreiche Versiegelung.
Mit Jay Kelley von der Selig Group und anderen Podiumsteilnehmern von Enercon Industries. Die Experten berichten über die bewährten Verfahren für eine erfolgreiche Versiegelung. Erfahren Sie, wie Sie das beste ...
BJ Radek von der Selig Group und weitere Experten von Enercon Industries behandeln die Versandvorschriften für flüssige Produkte über die gängigen Vertriebskanäle.
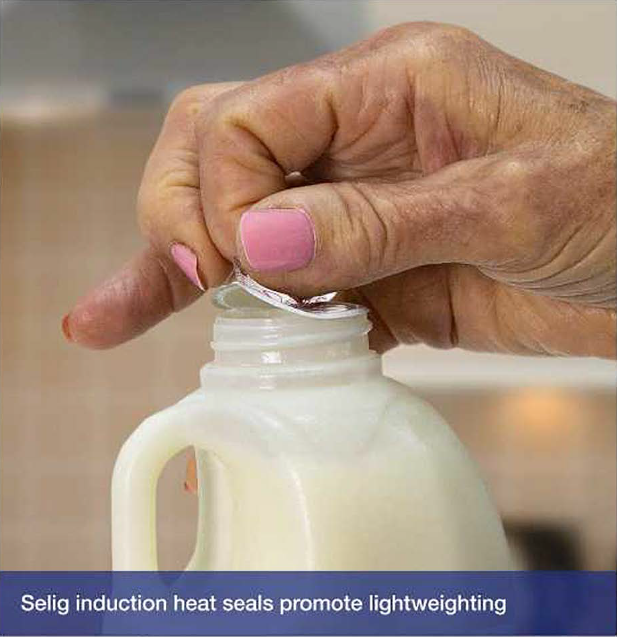
Unternehmen stehen unter zunehmendem Druck, die verwendete Kunststoffmenge zu reduzieren, was viele dazu veranlasst, ihre Verpackungsdesigns „leichter“ zu gestalten. Unternehmen stehen unter zunehmendem Druck, die verwendete Kunststoffmenge zu reduzieren, was ...
Die Nachfrage nach Kräutern und Gewürzen in Glasverpackungen ist zwar gut für den Planeten, birgt aber auch Herausforderungen – insbesondere, wenn es um die Versiegelung geht. Selig stellt eine Lösung ...
BJ Radek von der Selig Group spricht über das Wachstum des E-Commerce, den Versand von Flüssigkeiten und darüber, wie man die Anforderungen eines anspruchsvollen Vertriebskanals erfüllt.
Mit der wachsenden Beliebtheit von Vitaminen, rezeptfreien (OTC) Medikamenten, Arzneimitteln und Nahrungsergänzungsmitteln infolge der zunehmenden Bedeutung von Gesundheit und Wohlbefinden, ist auch die Nachfrage nach entsprechenden Verpackungen gestiegen.
In Großbritannien werden 95 % der Milchverpackungen mit einer Induktionsversiegelung verschlossen. Dadurch konnte die Kunststoffmenge um 25 % reduziert werden. In den USA werden höchstens 10 % der Milch auf ...
Lebensmittelverschwendung ist schon seit langem in den Schlagzeilen, und mit den aktuellen Herausforderungen in der Lieferkette steht die optimale Nutzung der Ressourcen mehr als sonst im Mittelpunkt. Darren Dodd von ...
Heute wird fast die gesamte Milch für den britischen Einzelhandelsmarkt in HDPE-Schraubverschlussbehältern in Kombination mit Heisssiegelinduktionsdichtungen geliefert.
Um die Anforderungen von Verbrauchern und Aufsichtsbehörden zu erfüllen, müssen Pharmaunternehmen Verpackungen anbieten, die sowohl fälschungssicher als auch für den Endverbraucher zugänglich sind.
Die Medizin-, Technologie- und Verpackungsbranche arbeiten gemeinsam an diagnostischen Tests, um die Ausbreitung des Coronavirus zu stoppen. Selig kündigt mit Stolz seine Beteiligung an einem neuen, Fünfminuten-COVID-19-Diagnosetest an.
Der Druck, Plastikverpackungen zu reduzieren, kommt, da die Hersteller Änderungen vornehmen, um die potenzielle Katastrophe abzuwenden, dass es bis 2050 mehr Plastik als Fische im Meer gibt.
Verpackungen müssen robust, manipulationssicher und auslaufsicher sein, doch angesichts einer immer älter werdenden Weltbevölkerung müssen sie auch leicht zu öffnen sein. Dieses Gleichgewicht zu finden, kann schwierig sein, doch Selig ...
Die alternde Weltbevölkerung wird bleiben und die Verpackungsbranche muss sicherstellen, dass ihre Produkte ständig weiterentwickelt werden, um den Bedürfnissen der älteren Menschen gerecht zu werden und relevant zu bleiben.
Die Schönheits- und Kosmetikindustrie floriert ständig. Es ist keine Überraschung, dass Kosmetikhersteller in die Entwicklung neuer Produkte investieren, um diese Nachfrage zu befriedigen.
Wenn es um Auslaufschutz und den Erhalt der Frische geht, sind Scheiben, Schäben (doesn’t exist as word) und Versiegelungen beliebte, individuell anpassbare Lösungen. Aber wie antworten Hersteller auf die Nachfrage ...
Die Vorteile einer auslaufsicheren und manipulationssicheren Verpackung sollten Verbrauchern mit einer eingeschränkten Griffkraft nicht vorenthalten werden. Peter Tindale, Vertriebsleiter von Selig, erklärt, wie das richtige Design und die richtige Technologie ...
Angesichts der zunehmenden Zahl älterer Menschen, die an Arthritis leiden, müssen Designer neue Wege finden, um sicherzustellen, dass die Verpackungen für die Benutzer leicht zugänglich sind und gleichzeitig die Sicherheit ...
Heute wird nahezu die gesamte Milch für den britischen Einzelhandel in HDPE-Schraubverschlussflaschen in Kombination mit Induktionsversiegelung geliefert.
Die Induktionsversiegelung ist eine kostengünstige Methode, mit der sich sichere, hermetische und leicht zu öffnende Versiegelungen erzielen lassen, die sich hervorragend für pharmazeutische und nutrazeutische Produkte für diesen wachsenden Markt ...
Das stetige Wachstum des europäischen Gewürz- und Kräutermarktes geht einher mit einem parallelen Anstieg der Nachfrage nach Glasverpackungen. Selig diskutiert die besonderen Herausforderungen dieses Marktes und stellt die neueste technologische ...
Selig wurde für seine GlassFuze-Technologie mit der Alufoil Trophäe ausgezeichnet. Das Unternehmen ist überzeugt, dass es sich dabei um die erste Induktionsversiegelung handelt, die eine vollständig hermetische Versiegelung von Glas ...
Die Verbrauchernachfrage nach Milch dürfte in den kommenden Jahren in Europa stabil bleiben, doch zuverlässige und sichere Behälter werden eine entscheidende Rolle für den anhaltenden Erfolg des Milchsektors spielen.
Glasbehälter geben den Produkten den Eindruck höherer Qualität, doch das Versiegeln kann eine Herausforderung sein. Darren Dodd präsentiert eine bewährte Lösung für den Lebensmittelsektor.
Die Branche steht vor der Herausforderung, Verpackungen zu entwickeln, die sicher und manipulationssicher sind, sich aber auch von älteren Verbrauchern und solchen mit eingeschränkter Fingerfertigkeit oder Mobilität leicht öffnen lassen.
Eine alternde Weltbevölkerung ist vorprogrammiert und die Verpackungsbranche muss sicherstellen, dass ihre Produkte den Bedürfnissen älterer Menschen gerecht werden.
Der Deltaseal 9000 von Selig eröffnet neue Möglichkeiten für die Versiegelung von Glasbehältern und ermöglicht es, die Produktintegrität von Lebensmitteln mit hohem Öl- oder Fettgehalt zu erhalten.
Selig kündigt ein fortschrittliches dreilagiges LDPE-Schaumstofflinermaterial für die Lebensmittel- und Getränke-, Pharma-, Kosmetik- und andere Branchen an, die ihre Waren in festen Behältern liefern.
Die Verbraucher sind sehr auf Sicherheit bedacht und möchten Produkte kaufen, die sicher sind, nicht auslaufen, so frisch wie möglich sind und sich leicht öffnen lassen.
Selig hat ein fortschrittliches dreilagiges LDPE-Schaumstofflinermaterial auf den Markt gebracht, das vielen Branchen, die ihre Waren in festen Behältern liefern, eine Reihe von Vorteilen bietet.
Während der Auslaufschutz oft der Hauptgrund für die Induktionsversiegelung von Automobilprodukten ist, bietet die Technologie inzwischen auch andere bedeutende Vorteile für Lieferanten und Händler.
Selig hat einen innovativen neuen Induktionsliner auf den Markt gebracht, der die EU-Vorschriften für den Kontakt mit fetthaltigen Lebensmitteln erfüllt.
Das Bedürfnis von Verbrauchern und Einzelhändlern nach Vertrauen in Frische und Integrität von Lebensmitteln und Getränken ist stärker denn je. Die Induktionsversiegelung erfüllt diese Anforderungen.
Der europäische Vertriebsleiter von Selig, Peter Tindale, beschreibt die Liner-Materialien und wie die Prozessparameter Druck, Hitze und Zeit für den Erfolg der Induktionshitzeversiegelung entscheidend sind.
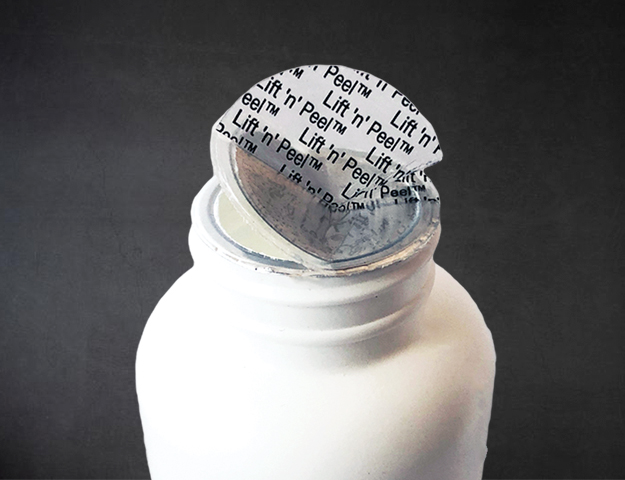
Selig hat einen Konzeptliner Lift ‘n’ Peel TamperSeal für Arzneimittelverpackungen entwickelt, der ähnliche Eigenschaften aufweist wie der äußerst erfolgreiche Lift ‘n’ Peel Induktionsliner, und der als Versiegelung der Wahl für ...
In einer kürzlich durchgeführten Verbraucherstudie wurden Sicherheit, Auslaufschutz und Frischeerhaltung als die wichtigsten Verpackungsmerkmale genannt. Lift ‘n Peel™ erwies sich als die am meisten (remove) bevorzugte Versiegelungsoption, um diese Eigenschaften ...
Darren Dodd, Marketing- und Service-Direktor von Selig Europe, erklärt, was die Verpackungsbranche tun kann, um der alternden Bevölkerung in Europa gerecht zu werden.
Eine bewährte Technologie zur Erkennung von Manipulationen bei festen Behältern ist der Induktionsverschluss. Bei diesem Ansatz wird ein mehrlagiger laminierter Liner im Inneren des Behälterdeckels verwendet.
Selig wird die Grafiken seiner leicht zu öffnenden Lift ‘n’ Peel™-Behälterliner überarbeiten, nachdem Umfragen gezeigt haben, dass klarere Öffnungshinweise hilfreich sind.
Darren Dodd von Selig erklärt, wie die Induktionsversiegelung unter Verwendung des am besten geeigneten Liner-Materials die Frische der Produkte bewahrt, die Haltbarkeit verlängert und einen sichtbaren Manipulationsschutz bietet.
Selig hat ein neu entwickeltes Sortiment von zweiteiligen, wachsbeschichteten Induktionslinern eingeführt, die einen unvergleichlichen Verpackungsschutz für nahezu alle Umgebungen bieten.


































































'%3e%3cg id='Final-Copy-2_2_' transform='translate(1275.000000, 200.000000)'%3e%3cpath class='st0' d='M7.4,12.8h6.8l3.1-11.6H7.4C4.2,1.2,1.6,3.8,1.6,7S4.2,12.8,7.4,12.8z'/%3e%3c/g%3e%3c/g%3e%3c/g%3e%3cg id='final---dec.11-2020'%3e%3cg id='_x30_208-our-toggle' transform='translate(-1275.000000, -200.000000)'%3e%3cg id='Final-Copy-2' transform='translate(1275.000000, 200.000000)'%3e%3cpath class='st1' d='M22.6,0H7.4c-3.9,0-7,3.1-7,7s3.1,7,7,7h15.2c3.9,0,7-3.1,7-7S26.4,0,22.6,0z M1.6,7c0-3.2,2.6-5.8,5.8-5.8 h9.9l-3.1,11.6H7.4C4.2,12.8,1.6,10.2,1.6,7z'/%3e%3cpath id='x' class='st2' d='M24.6,4c0.2,0.2,0.2,0.6,0,0.8l0,0L22.5,7l2.2,2.2c0.2,0.2,0.2,0.6,0,0.8c-0.2,0.2-0.6,0.2-0.8,0 l0,0l-2.2-2.2L19.5,10c-0.2,0.2-0.6,0.2-0.8,0c-0.2-0.2-0.2-0.6,0-0.8l0,0L20.8,7l-2.2-2.2c-0.2-0.2-0.2-0.6,0-0.8 c0.2-0.2,0.6-0.2,0.8,0l0,0l2.2,2.2L23.8,4C24,3.8,24.4,3.8,24.6,4z'/%3e%3cpath id='y' class='st3' d='M12.7,4.1c0.2,0.2,0.3,0.6,0.1,0.8l0,0L8.6,9.8C8.5,9.9,8.4,10,8.3,10c-0.2,0.1-0.5,0.1-0.7-0.1l0,0 L5.4,7.7c-0.2-0.2-0.2-0.6,0-0.8c0.2-0.2,0.6-0.2,0.8,0l0,0L8,8.6l3.8-4.5C12,3.9,12.4,3.9,12.7,4.1z'/%3e%3c/g%3e%3c/g%3e%3c/g%3e%3c/g%3e%3c/svg%3e) Your Privacy Choices
Your Privacy Choices